
前回記事にてLABISTS製3Dプリンター(EasyThreed X1)の使い勝手について書きました。
そこでは専用スライサーについて書きましたが今後PLA以外の素材で印刷したい(LABISTS製3DプリンターはPLA専用)と思っているので別の3Dプリンターでもノウハウを引き継げれて情報量の多いスライサーのUltimaker Curaを使っていこうと思います。
そこでLABISTS製3DプリンターをCuraで使うにはどんな設定が良いのだろうか?と思い色々試行錯誤してたどり着いた「現状で最も良い設定」を紹介します。(ここはこの方が良いなどの指摘が有るとうれしいです)
最適設定(自己評価)
まずは現状の最適設定(自己評価)を紹介します。(長くなったので次回記事にてこの設定になった試行錯誤の内容を紹介します)
Machine Settings
Printer
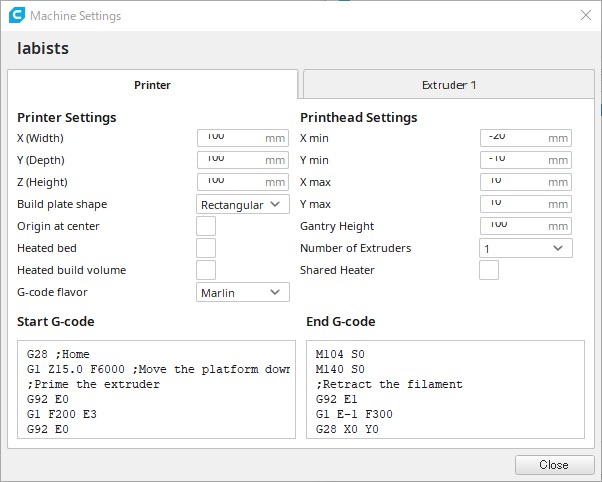
Printer Settings
| X(Width) | 100mm |
| Y(Depth) | 100mm |
| Z(Height) | 100mm |
| Build plate shape | Rectangular |
| Origin at center | チェック無し |
| Heated bed | チェック無し |
| Heated build volume | チェック無し |
| G-code flavor | Marlin |
Printhead Settings
| X min | -20mm |
| Y min | -10mm |
| X max | 10mm |
| Y max | 10mm |
| Gantry Height | 100mm |
| Number of Extruders | 1 |
| Shared Heater | チェック無し |
Extruder 1
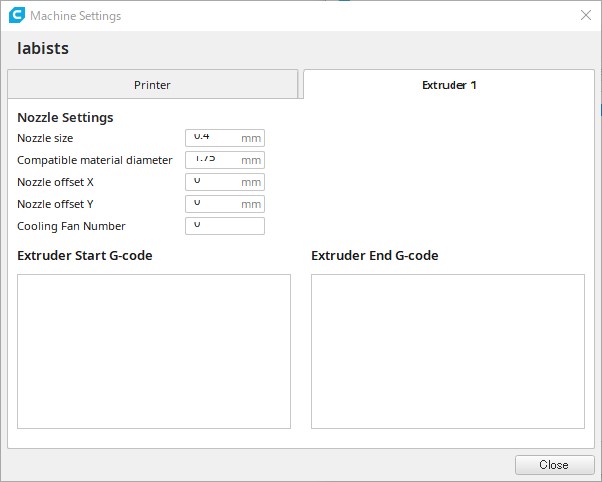
Nozzle Settings
| Nozzle size | 0.4mm |
| Compatible material diameter | 1.75mm |
| Nozzle offset X | 0mm |
| Nozzle offset Y | 0mm |
| Cooling Fan Number | 0 |
Print settings
Profile
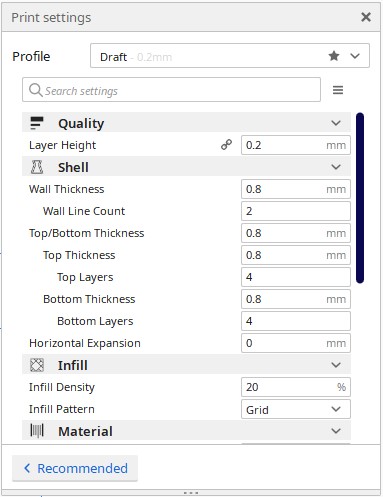
※「Draft – 0.2mm」ベースをカスタマイズしました。
Quality
| Layer Height | 0.2mm |
Shell
| Wall Thickness | 0.8mm |
| Wall Line Count | 2 |
| Top/Bottom Thickness | 0.8mm |
| Top Thickness | 0.8mm |
| Top Layers | 4 |
| Bottom Thickness | 0.8mm |
| Bottom Layers | 4 |
| Horizontal Expanision | 0mm |
Infill
| Infill Density | 20 |
| Infill Pattern | Grid |
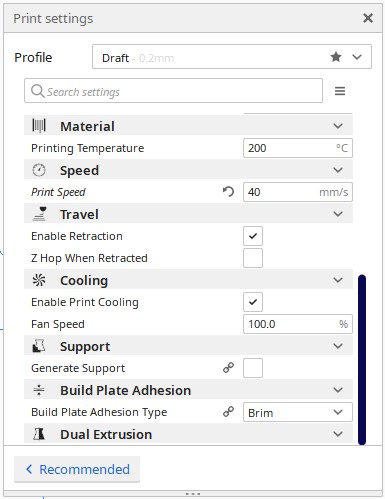
Material
| Printing Temperature | 200℃ |
Speed
| Print Speed | 40mm/s |
Travel
| Enable Retraction | チェック有り |
| Z Hop When Retracted | チェック無し |
Cooling
| Enable Print Cooling | チェック有り |
| Fan Speed | 100.0% |
Support
| Generate Support | チェック無し |
Build Plate Adhesion
| Build Plate Adhesion Type | Brim |
Dual Extrusion
※項目無し

デフォルト設定から現状設定の変化
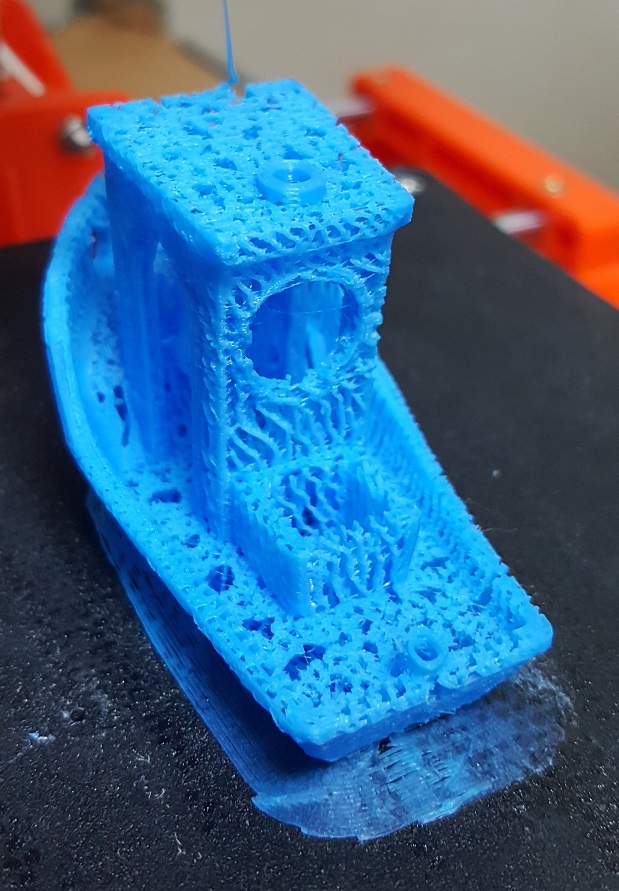
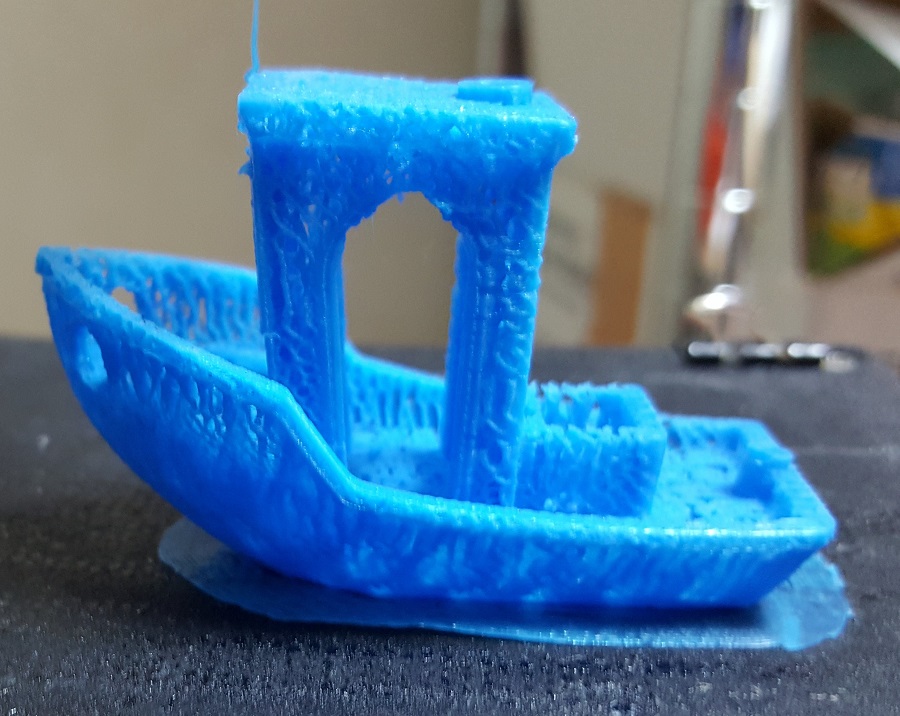
デフォルト設定のまま印刷してみたところ、隙間が多いスカスカが印刷されました。
これに対して上記で記載した設定に変更して印刷したところ、隙間も無くかなりキレイに印刷されました。


まだ場所によって積層跡がくっきり残っているように見えますがまぁそれなりの印刷結果が出たので良しとしました。(この段差になっている積層跡はハード側の調整が必要かも)
まとめ
設定一つ変更するだけでここまで印刷の品質が変わってくるので品質を上げるには常に試行錯誤が必要かもしれません。
それに伴い材料の減りも早くなるかもしれませんが致し方無しと思わなければダメかもしれませんね。
次回記事にてこの設定へたどり着いた試行錯誤の内容を書きますが、まぁ興味ある方だけ覗いてみてください。

コメント